
Сталёвыя трубы BS EN 10210- гэта гарачаапрацаваныя полыя профілі з нелегіраванай і дробназярністай сталі для шырокага спектру прымянення ў архітэктурных і механічных канструкцыях.Змяшчае круглыя, квадратныя, прастакутныя і авальныя секцыі.
EN 10210 і BS EN 10210 - аднолькавыя стандарты, але з рознымі арганізацыямі.

Кнопкі навігацыі
BS EN 10210 Класіфікацыя
BS EN 10210 Дыяпазон памераў
Сыравіна
BS EN 10210 Назва сталі
Умовы пастаўкі BS EN 10210
Хімічны склад BS EN 10210
Механічныя ўласцівасці BS EN 10210
Тэсты на ўздзеянне
Зварваемасць
Памяркоўнасць
Знешні выгляд паверхні
Ацынкаваны
Рамонт дэфектаў паверхні
Маркіроўка BS EN 10210
Прыкладанні
Нашы спадарожныя тавары
BS EN 10210 Класіфікацыя
Па тыпу сталі
Нелегіраваныя і легіраваныя спецыяльныя сталі
Нелегіраваныя сталі:S235JRH, S275JOH, S275J2H, S355JOH, S355J2H, S355K2H, S275NH、S275NLH、S355NH、S355NLH.
Легіраваныя спецыяльныя сталі: S420NH、S420NLH、S460NH、S460NLH.
Просты метад ідэнтыфікацыі: у назве сталі, калі мяжа цякучасці індэкс пачынаецца з лічбы "4", для легаванай сталі
Па вытворчаму працэсу
Канструкцыйныя полыя секцыі павінны быць вырабленыбясшвовыя або зварныя працэсы.
Бясшвовыя ўключаюць: гарачую аздабленне і халодную аздабленне
Распаўсюджаныя зварныя швы ўключаюць электрычную зварку супрацівам (ERW) і зварку пад флюсам (SAW): LSAW, SSAW.
Электразварныя полыя профілі звычайна не патрабуюць унутранай абрэзкі зварнога шва.
Па форме перасеку
CHS: круглыя пустоты;
RHS: квадратныя або прастакутныя полыя секцыі;
EHS: эліптычныя полыя разрэзы;
Гэты артыкул арганізаваны ў форме круглага папярочнага сячэння (CHS) адпаведнага зместу.
BS EN 10210 Дыяпазон памераў
Таўшчыня сценкі: ≤120 мм
Вонкавы дыяметр:
Круглы (CHS): знешні дыяметр≤2500 мм;
Квадрат (RHS): знешні дыяметр≤ 800 мм × 800 мм;
Прастакутны (RHS): знешні дыяметр≤750 мм × 500 мм;
Авал (EHS): знешні дыяметр≤ 500 мм × 250 мм.
Сыравіна
Нелегіраваная і дробназярністая сталь.
Указаны чатыры якасці нелегіраванай сталі JR, JO, J2 і K2.
Дробназярністыя сталі: пазначаны чатыры якасці N і NL.
Дробназярністыя сталі - гэта сталі з дробназярністай структурай з памерам збожжа ферыту ≥ 6.
BS EN 10210 Назва сталі
Для полых профіляў з нелегіраванай сталі складаецца абазначэнне сталі
Прыклад: BS EN 10210-S275J0H
складаецца з чатырох частак:S, 275, J0 і H.
1.S: паказвае, што канструкцыйная сталь.
2.Лікавае значэнне(275): таўшчыня ≤ 16 мм для мінімальна вызначанай мяжы цякучасці, у МПа.
3.JR: паказвае, што пры пакаёвай тэмпературы са спецыфічнымі ўласцівасцямі ўздзеяння;
J0: паказвае, што пры 0 ℃ са спецыфічнымі ўдарнымі ўласцівасцямі;
J2 або K2: паказваецца ў -20 ℃ са спецыфічнымі ўдарнымі ўласцівасцямі;
4.H: паказвае полыя секцыі.
Для дробназярністай сталі канструкцыйных полых секцый складаецца абазначэнне сталі
Прыклад: EN 10210-S355NLH
Складаецца з пяці частак:S, 355, N, L і H.
1. S: пазначае канструкцыйную сталь.
2. Лікавае значэнне(355): таўшчыня ≤ 16 мм, мінімальная вызначаная мяжа цякучасці, адзінка Мпа.
3. N: стандартызаваны або стандартызаваны пракат.
4. L: спецыфічныя ўдарныя ўласцівасці пры -50 °C.
5.H: пазначае полы ўчастак.
Умовы пастаўкі BS EN 10210
JR, J0, J2 і K2 - гарачая аздабленне.
N і NL - нармаваныя.Да нармалізаванага адносіцца нармалізаваны пракат.
JR, J0, J2 і K2 - гарачая апрацоўка
N і NL - Нармалізацыя.Нармалізацыя ўключае ў сябе нармалізацыю пракаткі.
Для бясшвовых полых секцый з таўшчынёй сценкі больш за 10 мм або калі T/D больш за 0,1 можа спатрэбіцца прымяненне паскоранага астуджэння пасля аўстэнізацыі для дасягнення запланаванай структуры або загартоўкі ў вадкасці і адпуску для дасягнення вызначаных механічных характарыстык. ўласцівасці.
Для бясшвовых полых секцый з таўшчынёй сценкі больш за 10 мм або калі T/D больш за 0,1, можа спатрэбіцца паскоранае астуджэнне пасля аўстэнізацыі для дасягнення жаданай структуры або загартоўка ў вадкасці і адпачынак для дасягнення вызначаных механічных уласцівасцей.
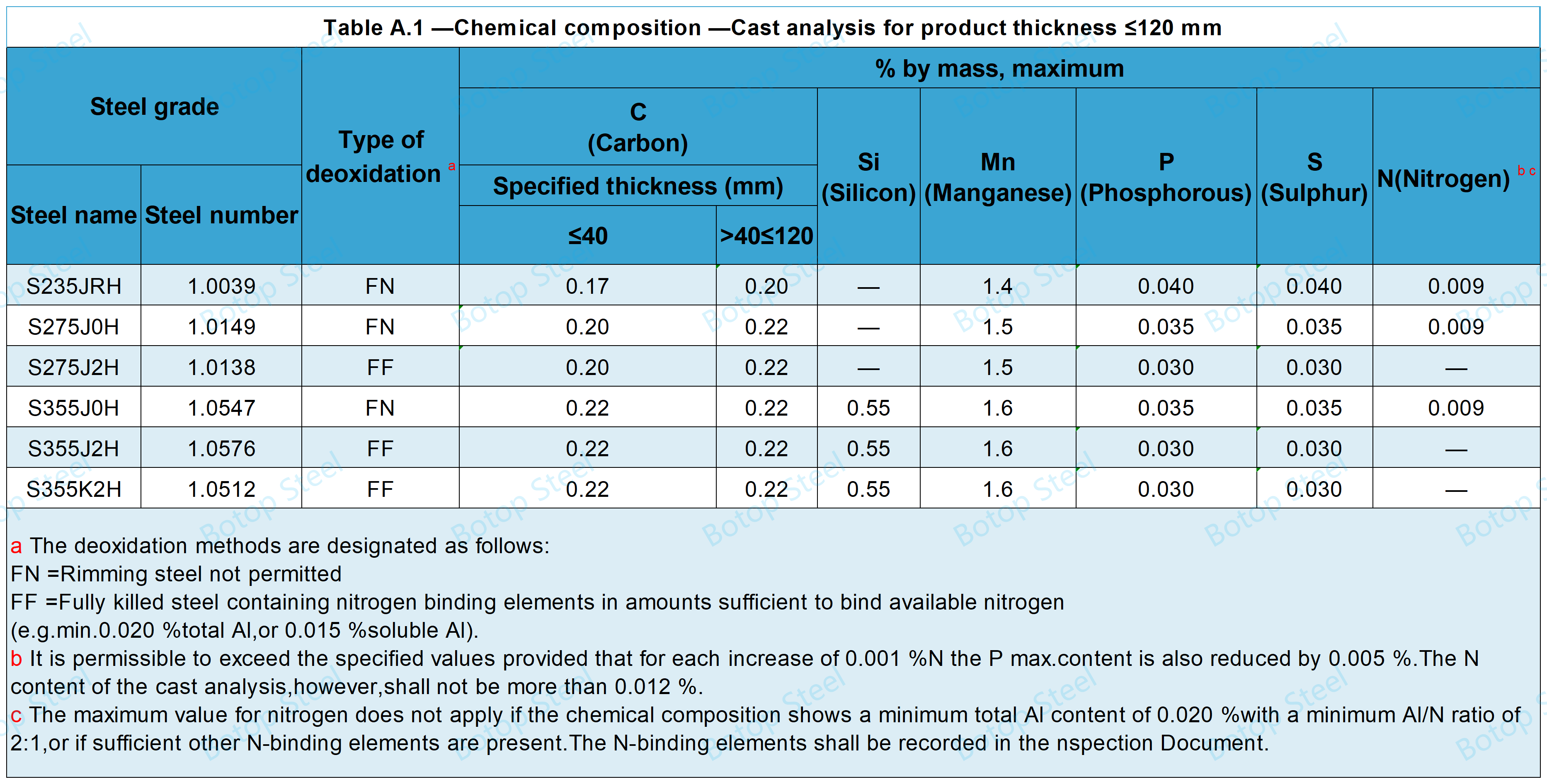
Хімічны склад BS EN 10210
Нелегіраваныя сталі - Хімічны склад
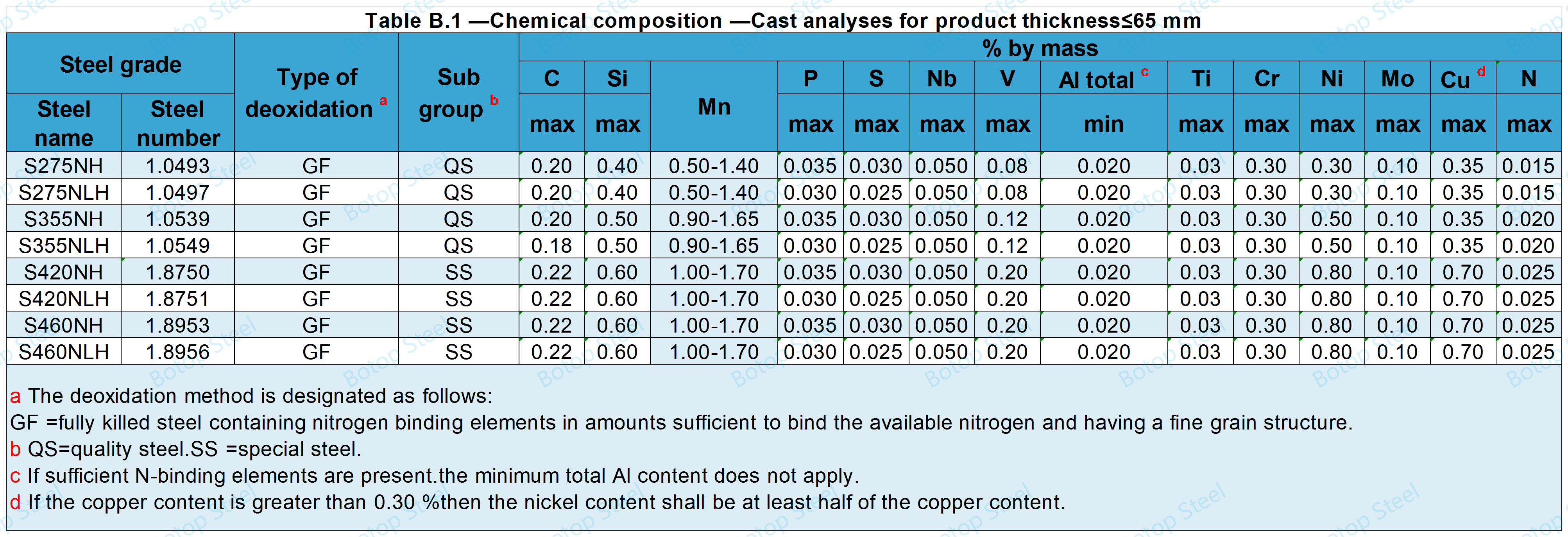
Дробназярністыя сталі - Хімічны склад
Пры вызначэнні CEV выкарыстоўваецца наступная формула:
CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
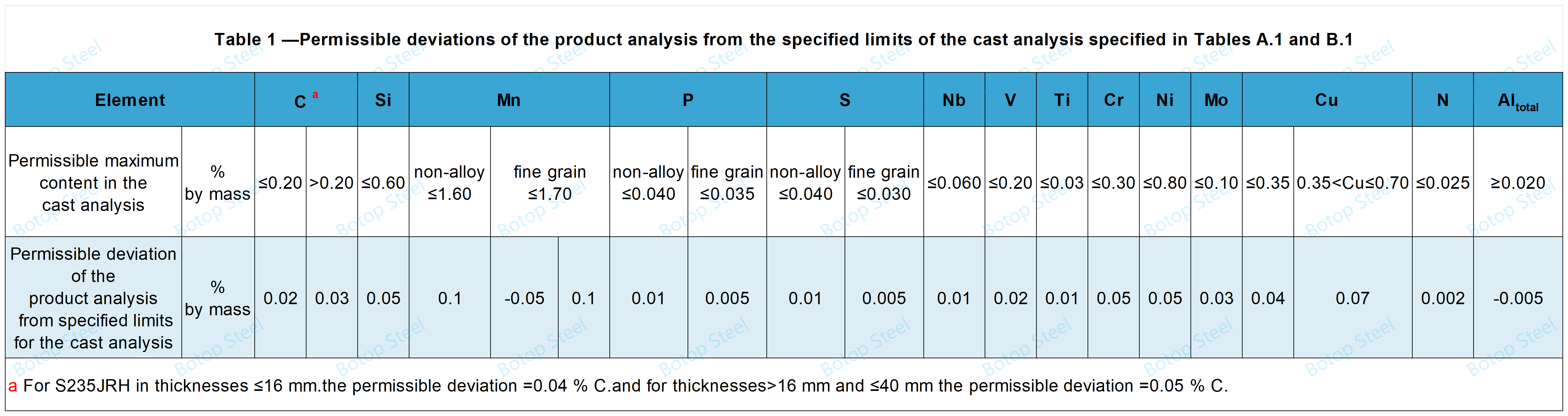
Адхіленне ў хімічным складзе
Механічныя ўласцівасці BS EN 10210
Адпал для зняцця напружання пры тэмпературы больш за 580 °C або на працягу больш за адну гадзіну можа прывесці да пагаршэння механічных уласцівасцей.
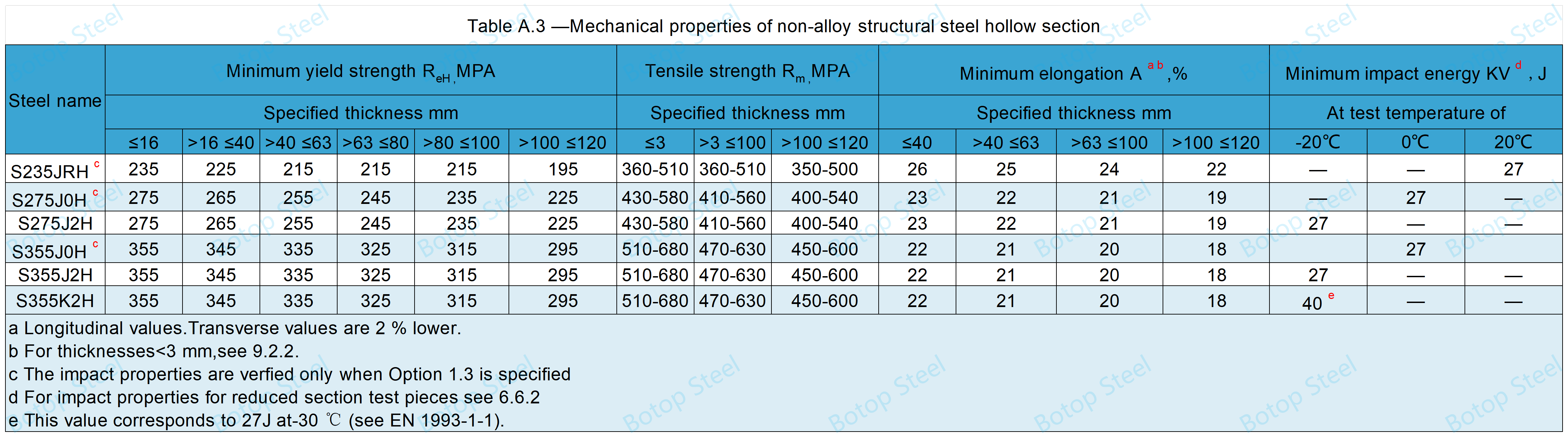
Нелегіраваныя сталі - Механічныя ўласцівасці
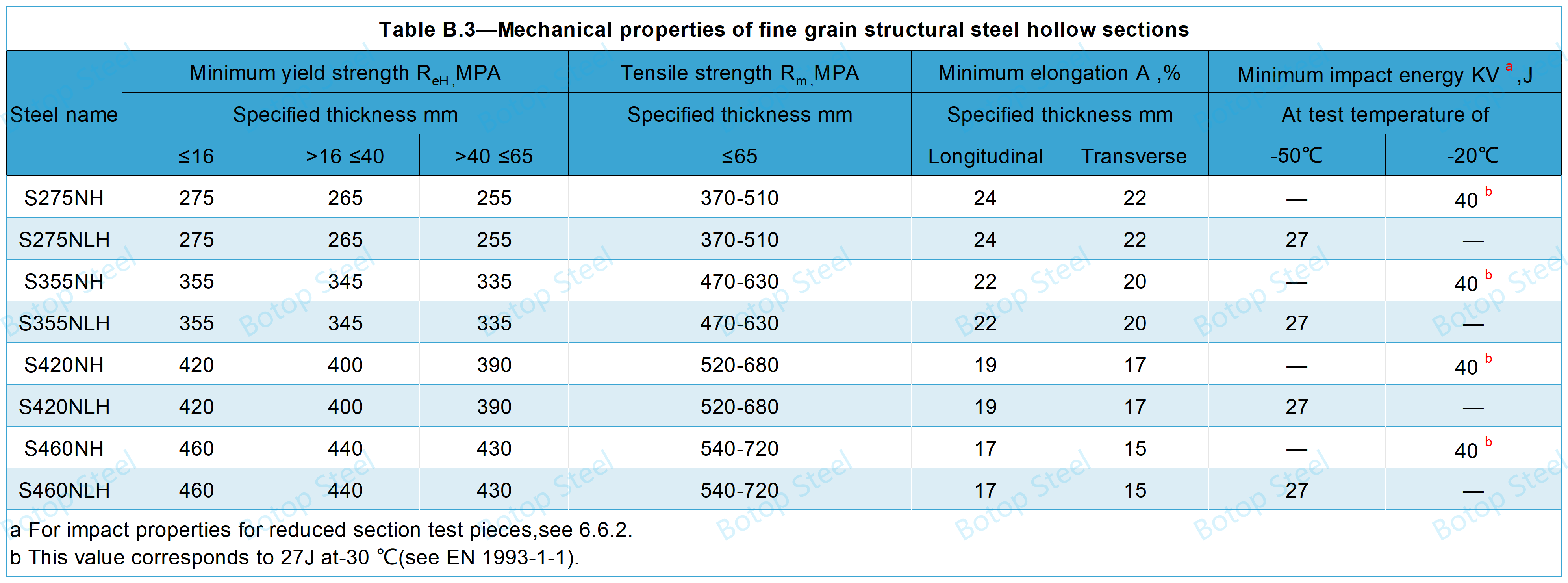
Дробназярністыя сталі - механічныя ўласцівасці
Тэсты на ўздзеянне
Выпрабаванне на ўдар не патрабуецца, калі зададзеная таўшчыня <6 мм.
Павінны быць выкарыстаны стандартныя ўзоры з V-вобразным надрэзам у адпаведнасці з EN 10045-1.
Калі намінальная таўшчыня прадукту недастатковая для падрыхтоўкі стандартызаваных узораў, то выпрабаванні праводзяцца на ўзорах шырынёй менш за 10 мм, але не менш за 5 мм.
Зварваемасць
Сталі ў BS EN 10210 зварваюцца.
EN 1011-1 і EN 1011-2 вызначаюць агульныя патрабаванні да зварных вырабаў.
Халодныя расколіны ў зоне зварнога шва з'яўляюцца асноўнай рызыкай па меры павелічэння таўшчыні прадукту, узроўню трываласці і CEV.
Памяркоўнасць
Допускі на форму, прамалінейнасць і масу

Допускі па даўжыні

Вышыня зварнога шва ПАВ
Допуск на вышыню ўнутранага і вонкавага зварнога шва для зварных пад флюсам полых профіляў.
| Таўшчыня, Т | Максімальная вышыня шва, мм |
| ≤14,2 | 3.5 |
| >14,2 | 4.8 |
Стандарт BS EN 10210 распаўсюджваецца як на бясшвоўныя, так і на зварныя вырабы з гарачай аздабленнем з полым профілем.Асноўнымі працэсамі зваркі з'яўляюцца зварка супраціўленнем (ERW) і зварка пад флюсам (SAW).Зварныя швы ў сталёвых трубах ERW у значнай ступені непрыкметныя, у той час як зварныя швы SAW звычайна больш грубыя і больш бачныя з-за SAW.
Знешні выгляд паверхні
Паверхня павінна мець гладкае пакрыццё, якое адпавядае выкарыстоўванаму метаду вытворчасці;
Калі таўшчыня знаходзіцца ў межах допуску, няроўнасці, баразёнкі або неглыбокія падоўжныя канаўкі ў выніку вытворчага працэсу дапускаюцца.
Ацынкаваны
Прадукцыя ў адпаведнасці з BS EN 10210 падыходзіць для апрацоўкі гарачым цынкаваннем.
EN ISO 1461 варта выкарыстоўваць для вызначэння патрабаванняў да пакрыццяў.
Цынкавыя пакрыцця наносяцца шляхам апускання ў расплаўлены раствор, які змяшчае не менш за 98% цынку.
Рамонт дэфектаў паверхні
Паверхневыя дэфекты могуць быць ліквідаваны шляхам шліфоўкі вытворцам пры ўмове, што адрамантаваная таўшчыня будзе не менш мінімальна дапушчальнай.
Пры вырабе ў працэсе зваркі рамонт зварных швоў не дазваляецца, за выключэннем зваркі пад флюсам.
Трубу з нелегіраванай сталі можна адрамантаваць шляхам зваркі корпуса трубы.Трубу з легаванай сталі нельга рамантаваць шляхам зваркі корпуса.
Маркіроўка BS EN 10210
Змесціва маркіроўкі стальной трубы павінна ўтрымліваць:
гэта назва сталі, напрыклад, EN 10210-S275JOH.
гэта назва або таварны знак вытворцы.
ідэнтыфікацыйны код, напрыклад, нумар заказу.
Сталёвыя трубы BS EN 10210 можна маркіраваць рознымі метадамі для забеспячэння лёгкасці ідэнтыфікацыі і адсочвання, альбо шляхам афарбоўвання, штампоўкі, клейкіх этыкетак або дадатковых этыкетак, якія можна выкарыстоўваць паасобку або ў камбінацыі.
Прыкладанні
Дзякуючы сваёй высокай трываласці, добрай трываласці і здольнасці да зварвання, BS EN 10210 здольны вытрымліваць шырокі спектр асяроддзяў і ўмоў нагрузкі і шырока выкарыстоўваецца ў розных канструкцыйных прымяненнях.
Будаўнічыя канструкцыі: напрыклад, каркасы для вышынных будынкаў, дахавыя канструкцыі для стадыёнаў і апорныя элементы для мастоў.
Машынабудаванне: рамы і апоры для машын і цяжкага абсталявання.
Грамадзянскае будаўніцтва: такія як апоры тунэляў, калоны мастоў і іншыя апорныя канструкцыі.
Транспартная інфраструктура: уключаючы кампаненты для дарог і чыгуначных мастоў.
Энергетычны сектар: напрыклад, вежы ветравых турбін і іншыя структурныя кампаненты для энергетычных аб'ектаў.
Мы з'яўляемся вытворцам і пастаўшчыком высакаякасных зварных труб з вугляродзістай сталі з Кітая, а таксама прадаўцом бясшвовых сталёвых труб і прапануем вам шырокі спектр рашэнняў для сталёвых труб!
Тэгі: bs en 10210, en 10210, s275j2h, s275j0h, s355j2h.
Час публікацыі: 25 красавіка 2024 г